DC testing of vacuum integrity in MV switchgear
Author - Niclas Wetterstrand
Since the 1950s, vacuum has been used as an insulating medium in switchgear. The technology has proved to be very reliable but even so, over time air will inevitably leak into vacuum interrupters and degrade the insulation. It is, therefore, essential to periodically check the integrity of the vacuum. It is also good practice to carry out checks after transporting interrupters or if there is a risk that they may have been damaged accidentally.
The accepted way of testing vacuum integrity has always been to perform a voltage withstand test. In the field, DC testing is often preferred because the instruments are smaller and lighter than those needed for AC testing. This article discusses DC testing, compares it with AC testing, and offers practical advice on performing DC tests.

Vacuum integrity tests
The purpose of a vacuum integrity test is to confirm that the pressure in a vacuum interrupter is low enough for the interrupter to reliably perform its switching and insulating functions. The vacuum level will have been checked by the manufacturer before the interrupter is shipped to the circuit breaker manufacturer but, for the reasons already mentioned, further testing is necessary in the field throughout the life of the unit.
Unfortunately, measuring the pressure inside a vacuum interrupter directly is a very difficult task, which requires specialized equipment and even then, measurements can only be performed accurately on a vacuum interrupter by itself, not when it is installed in a circuit breaker. The use of a voltage withstand test to verify that the vacuum pressure is still within acceptable limits is, therefore, recommended.
Figure 1, which shows the relationship between voltage withstand for a vacuum bottle and the air pressure within the bottle (the Paschen curve) confirms the validity of this approach, as it can readily be seen that, when the pressure in the bottle increases, the withstand voltage drops significantly. When interpreting this figure, note that the scales are logarithmic, so the change is even larger than might be immediately apparent.

Figure 1: Variation of breakdown voltage with air pressure (the Paschen curve)
International standards generally refer to AC voltage withstand tests because AC testing is seen as being the most dependable option. However, AC testing of vacuum interrupters requires a test set with a high current capability because of the capacitance of the circuit breaker. An AC hi-pot tester should be able to deliver up to around 10 mA per interrupter and achieving this makes AC test instruments bulky, heavy and rather impractical for field tests.
AC vs DC
When AC is used, most of the output current of the test set feeds the inherent capacitance of the item under test and the connecting cables. Since the capacitance must be charged anew for each half cycle of the voltage, the capacitive current is comparatively large. A much smaller component of the current is the leakage current through the insulation of the item under test, across its surface, and through the insulation of the connecting cables.
When a DC test set is used, it needs only to provide this much smaller component of the current, which means that such a test set can be very light and portable, making it ideal for use in the field. For this reason, many people choose DC for testing the insulation of power equipment and for testing vacuum integrity in vacuum interrupters.
There’s DC and there’s DC!
DC can be produced simply by half-wave rectifying AC, but this approach is not well suited for instruments that will be used to test vacuum integrity. The reason is that a half-wave rectified power supply will often produce peak voltages that are much higher than the rms voltage indicated by the test set. This may mean that the voltage applied to the vacuum interrupter during the test is significantly higher than the voltage for which the interrupter is qualified, which has two unfortunate consequences.
The first and most important of these is that the level of X-ray emission may be much higher than that which would occur at the correct test voltage. The second is that the leakage current may be so high that the engineer carrying out the test concludes that the interrupter has lost vacuum when, in fact, it has not. For these reasons, DC hi-pot test sets using half-wave rectification should not be used to test vacuum interrupters. Instead, test sets that derive DC from a switch-mode power supply with low output ripple should be used.
X-ray exposure
When a high AC or DC test voltage (above 35 kV) is applied to a vacuum interrupter with the main contacts open, there is a possibility that X-rays will be produced. The intensity of the X-rays falls rapidly as the distance from the source increases, becoming almost indistinguishable from the background level at a distance of around 3 m. During all high-voltage tests, therefore, personnel should stand at least 3 m away from the vacuum interrupter being tested to minimize the risk of exposure to X-rays.
Vacuum interrupters manufactured in compliance with applicable IEC and ANSI standards do not produce X-rays at nominal operating voltage and frequency. To be sure that using the Megger VIDAR, an instrument designed specifically for testing vacuum integrity, does not produce hazardous levels of radiation, it has been evaluated in conjunction with a Siemens N 677 vacuum circuit breaker by the National Institute of Radiation Protection in Stockholm. This evaluation confirmed that it is safe to use the VIDAR in conjunction with vacuum breakers even when working at close distances.
Test voltage
For circuit breakers that have been in service, standards recommend using a test voltage of between 75% and 80% of the test voltage used in the factory on a new breaker. This reduced voltage provides a margin for normal deterioration, for minor contamination, and for typical voltage surges encountered in service. Since AC is used for testing in the factory, the DC voltage applied for an equivalent test must be equal to the peak value of the AC test voltage – that is 1.414 times the rms AC test voltage. The DC voltage should be applied for between 5 and 60 seconds.
GO/NO-GO test or current measurement?
Some test sets like the VIDAR from Megger provide a GO/ NO-GO light to indicate when an interrupter is judged to have an acceptable vacuum level. The indicator light changes to NO-GO if the leakage current at the test voltage is above a predetermined threshold level, for example 300 microamperes. If the vacuum pressure has degraded to a level where the insulation is not sufficient, the resistive current quickly rises above this threshold level. This method, therefore, reliably distinguishes between an interrupter filled with air and an interrupter with an acceptable vacuum level.
Some instruments have a current measurement instead of or as well as GO/NO-GO indication. However, as the test current in a good vacuum bottle can vary over a wide range from a few microamps to milliamps, this measurement provides no useful additional information. Instead, it is more likely to cause confusion. The variation in test current depends on many factors including, for example, humidity, degree of pollution, temperature, normal deterioration, minor contamination and field emission. And there is little point in trending the current since the factors mentioned change from test to test, which means that the current can go up or down for reasons that can’t be specifically identified.
Interpretation of DC test results
A vacuum bottle that turns out good in a DC test will also turn out to be good when tested with AC. However, if a bottle appears to be bad in a DC test, the test should always be repeated with the polarity reversed. This is because if there is a microscopic sharp spot on one of the contacts, this may lead to a high field-emission current, sometimes of the order of milliamps, which is way beyond the threshold level for GO/NO-GO tests.
Field emission will only occur when the sharp spot is on the electrode connected to the negative side of the DC test supply. Reversing the polarity will therefore determine whether the interrupter is good or bad since a bad interrupter with poor vacuum will have a high leakage current with both polarities. In other words, if a DC test shows a high leakage current with both polarities, the conclusion must be that the bottle is bad. Conversely, if the bottle shows leakage with one polarity but not with the polarity reversed, it is likely that it will work perfectly in normal operating conditions and will withstand the required AC voltage that is the definitive test of its vacuum.
There have been rare cases where the DC method has identified a breaker as bad, but subsequent AC tests have shown it to be good. To ensure that the test results are absolutely bullet-proof, therefore, the recommended procedure is to take the breakers that have tested bad with DC – bearing in mind that there will be very few of them – back to the laboratory where they can be tested with AC to confirm their condition. This is still much more convenient than carrying heavy and bulky AC test equipment to site.
Test procedure
When using a Megger VIDAR test set, a safe and dependable step-by-step test procedure for vacuum bottles is:
- Connect the VIDAR to the test object.
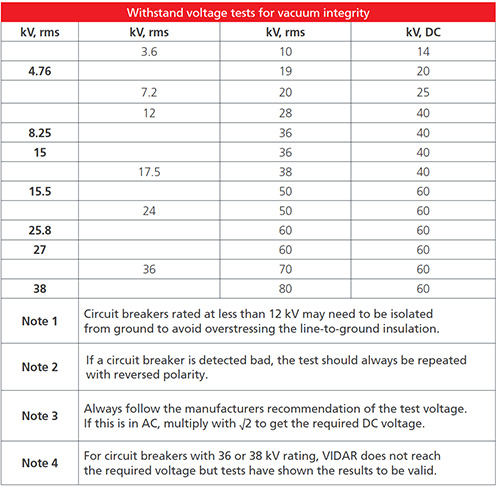
- Select the desired test voltage depending on the type of breaking chamber being tested (See Table 1).
- Apply the voltage to the test object.
- Wait until either the green ACCEPTABLE indicator lamp or the red DEFECTIVE indicator lamp lights up and remains lit for at least five seconds.
- a. If the green ACCEPTABLE lamp lights up and remains lit for at least five seconds, the test is complete and the breaking chamber can be considered to be in good condition.
- b. If the red DEFECTIVE lamp lights up and remains lighted for at least five seconds, repeat the test with reversed polarity.
- c. If the red DEFECTIVE lamp lights up again, the test is complete, and the breaking chamber can be considered defective.
- d. If the green ACCEPTABLE lamp lights up this time and remains lit for at least five seconds, the test is complete, and the breaking chamber can be considered to be in good condition.
Summary
DC test sets, like the VIDAR from Megger, are widely used and accepted for testing vacuum integrity. Their size and weight advantages over the AC test sets makes them particularly suitable for field use. If the correct test procedure is used – for example, retesting with reversed polarity if the first test gives a NO-GO result – the DC method will reliably identify the vacuum circuit breakers that need to be replaced. An additional AC test in a laboratory can be added for circuit breakers that the DC test indicates to be bad and will allow reuse of the very few of these that may possibly be good. This additional testing is however justifiable more from an environmental than an economic perspective – it avoids good bottles being discarded and so reduces waste, but it has to be admitted that it also entails the extra cost of the laboratory tests.
Measuring the current during DC testing does not add any value to the test, since the current will vary from time to time in a way that is not necessarily related to the vacuum integrity. Nor is there any value in trending the results as there are no meaningful trends to be observed. In fact, variations in the test current serve simply to confuse inexperienced users who are unaware of the reasons for them. If the vacuum in an interrupter is poor and the insulation is degraded, the test current will be way above the threshold for a GO/NO-GO test and will, therefore, be correctly identified as bad.












